Trasy kablowe
Gwarancja Info Techniczna
The most important technical data, information on materials, protective coatings and recommendations for the correct use of BAKS systems.
Galvanizing
In normal conditions, structural steels coated with a layer of zinc perform best. However, it is important to note that environmental factors can gradually reduce the protective zinc layer over time. The duration of the warranty depends on the thickness of the zinc coating and the annual rate of reduction of the protective layer, which varies according to the environment in which the products are used, as specified by the corrosion categories outlined in the PN-EN ISO 12944-2:2018-02 standard.
| Corrosion category | Reduction of the protective layer (µm) |
Examples of environments typical of temperate climates |
|
C1 very small |
< 0,1 |
Interior: heated buildings with a clean atmosphere, e.g., shops, offices Exterior: – |
| C2 small |
> 0,1 do 0,7 | Indoors: unheated buildings where condensation occurs, e.g., sports halls, warehouses Outdoors: atmospheres with low levels of pollution |
| C3 Average |
> 0,7 do 2,1 | Indoors: production facilities with high humidity and some air pollution, e.g., laundries, breweries, dairies Outdoors: urban and industrial atmospheres |
| C4 Large |
> 2,1 do 4,2 | Indoors: chemical plants, swimming pools, ship repair yards Outdoors: industrial areas and coastal areas with moderate salinity |
| C5 very large (industrial) |
> 4,2 do 8,4 | Indoors: buildings or areas with almost constant condensation and high pollution Outdoors: industrial areas with high humidity and aggressive atmospheres (industrial) |
| C5-M very large (marine) |
> 4,2 do 8,4 | Indoors: structures or areas with almost constant condensation and high pollution. Outdoors: coastal and offshore areas with high salinity. |
By multiplying the average annual zinc loss by the expected operating life of the installation, we obtain the required thickness of the protective layer.
Four standard galvanizing methods are used, each differing in the thickness of the protective layer: Sendzimir hot-dip galvanizing, Magnelis, hot-dip galvanizing, flake galvanizing, and electrolytic galvanizing.
Hot-dip galvanizing using the Sendzimir method PN-EN 10346:2015-09
Steel sheets up to 3 mm thick, while still hot, are zinc-coated by hot dip at the rolling mill. This process creates a uniform and strongly adherent zinc layer with an average thickness of approximately 19 μm (for a Z275 coating). Damage to the protective layer through cutting, perforation, or bending does not lead to progressive rusting. All types of trays, ladders, and most load-bearing (non-welded) elements coated with the Sendzimir zinc layer are intended for use in dry rooms free from chemically aggressive substances (e.g., chlorine, acid, or alkali vapors). We recommend Sendzimir-coated steel products for use in corrosivity categories C1 and C2.
Magnelis PN-EN 10346:2015-09
The innovative MAGNELIS coating is a composition of pure zinc with an admixture of magnesium and aluminum. This composition provides excellent corrosion resistance even in harsh environmental conditions. This coating has a lower tendency to white rust compared to pure zinc.
The Magnelis coating has a naturally dark gray color and a smooth, flower-free appearance. Magnelis has the ability to self-heal cut edges – in addition to providing standard cathodic protection comparable to that of a zinc coating, the Magnelis coating protects exposed cut edges from corrosion thanks to a thin zinc film containing magnesium.
Depending on the environment in which Magnelis is used, its use allows for a significant reduction in coating weight, by a factor of 2-4, compared to hot-dip galvanizing, while providing improved anti-corrosion properties and cost-effectiveness.
Hot dip galvanizing PN-EN ISO 1461:2023-02
Products intended for use in environments with corrosivity classes C1, C2, C3, C4, and C5. Average zinc coating thickness: 45 μm to 55 μm.
Magnelis-coated steel should not be used in facilities with high chemical saturation, such as chemical plants, sewage treatment plants, etc.
| Atmosphere type | Slight load |
Small load |
Moderate load |
Duże obciążenie |
Bardzo duże obciążenie |
| Corrosive aggressiveness category | C1 | C2 | C3 | C4 | C5-I, C5-M |
| Possibility of extending the warranty | Do 5 lat | Do 5 lat | Do 5 lat | Do 5 lat | Do 2 lat |
| Parts and their thicknesses | Local coating thickness (minimum value) (µm) |
Average coating thickness (minimum value) (µm) |
| Steel >6 mm | 70 | 85 |
| Steel >3 mm do <6 mm | 55 | 70 |
| Steel >1,5 mm do <3 mm | 45 | 55 |
| Steel <1,5 mm | 35 | 45 |
Galvanizing using the zinc flake method PN-EN ISO 10683:2018-11
The zinc flake base coat is a type of varnish containing zinc and aluminum “flakes.” The combined effect reacts with the steel surface, forming a well-adhering, conductive, and non-toxic zinc-aluminum coating after heating. This method is characterized by very high corrosion resistance – up to 1000 hours in a salt spray chamber according to ISO 9227 until red rust occurs. It is accepted by leading global manufacturers in the automotive, energy, and aerospace industries and is commonly used for threaded components due to its trouble-free assembly.
During installation, the anti-corrosion coating is destroyed at the cuts in the sheet metal. These areas should be protected by applying zinc spray paint to the edges.
Electrogalvanizing PN-EN ISO 2081:2018-05
Mesh trays, along with accessories, screws, nuts, and washers, are coated in electrolytic baths with a thin, uniform layer of zinc. The layer thickness is approximately 5–20 μm, and it is bright and shiny. We recommend using electro-galvanized products in corrosivity categories C1 and C2.
Powder coating
Coating with polyester and epoxy powders. Coating thicknesses range from 60 μm to 120 μm. The paint is applied directly to the metal without the use of primers or solvents. Powder coatings provide smooth surfaces, free from cracks, streaks, and wrinkles. They are characterized by high corrosion and chemical resistance, excellent mechanical properties, and water resistance. They are particularly suitable for applications requiring increased corrosion resistance, enhanced interior aesthetics, or for marking installations, depending on their function. The durability of the coating depends on compliance with transport and storage regulations, installation method, the chemical environment in which the structure will be installed, and maintenance. The standard offer includes 14 colors (see palette below). It is possible to order custom colors, but this may result in a higher price and longer lead time.

Stainless and acid-resistant steel
Sheet metal for general purposes, with good resistance to atmospheric corrosion, to many organic and inorganic chemicals according to PN-EN 10088 in the following grades:
1.4301 (304) used for: production of milk tanks, dairy equipment, milk production installations, production of beer kegs, production of beer fermentation tanks, production of storage tanks in brewing, equipment, etc.
1.4404 (316L) used for the production of: white wine tanks, in the brewing industry, in the paper industry, the medical industry, fatty acids, elements used in the marine environment.
1.4571 (316Ti) used in the chemical industry for devices requiring high corrosion resistance – coolers, condensers, pipelines, tanks; in the food, pulp and pharmaceutical industries, in the road industry (cable routes in tunnels)
Aluminium PN-EN 485-2
Wysoka odporność na korozję atmosferyczną i na wiele organicznych i nieorganicznych substancji chemicznych.
System E30, E60, E90 according to DIN 4102-12
The Regulation of the Minister of Infrastructure of April 12, 2002, on the technical requirements to be met by buildings and their location (Journal of Laws 2002, No. 75, item 690), as amended on March 12, 2009, states in §187, point 3, that: “Electric and fiber optic cables and wires, together with their mountings, hereinafter referred to as cable assemblies, used in power supply and control systems for fire protection devices, should ensure continuity of electricity supply or signal transmission for the time required for the device to be activated and operated.” In Poland, there are no detailed guidelines/standards that regulate the requirements that products should meet, nor are there regulations on how to conduct tests or on the entities authorized to perform them.
The only standard widely used in Europe (including Poland) that regulates this issue in detail is the German Standard DIN 4102:12.
The regulation of the Minister of Infrastructure requires that electrical receivers that save human life during a fire (emergency lighting, sound warning systems, fans, elevators, pumps pumping water to sprinklers, ventilation flaps, etc.) be provided with an uninterrupted supply of electricity or signal transmission for a required period of no less than 30, 60 or 90 minutes, which is intended to enable the safe evacuation of people from a burning facility.
The regulation of the Minister of Infrastructure requires that electrical receivers that save human life during a fire (emergency lighting, sound warning systems, fans, elevators, pumps pumping water to sprinklers, ventilation flaps, etc.) be provided with an uninterrupted supply of electricity or signal transmission for a required period of no less than 30, 60 or 90 minutes, which is intended to enable the safe evacuation of people from a burning facility.
BAKS has conducted over 150 tests of its products with the following cable manufacturers: Bitner, Dätwyler, Elkond, Erse, Eupen, Studer Cables, NKT, Prakab, Technokabel, and TELE-FONIKA Kable, VLG. All tests were conducted at six accredited institutes: Efectis ERA in Turkey, MPA Braunschweig, MPA Erwitte, DMT Dortmund, FIRES Slovakia, and ITB Warsaw, which was confirmed by certificates.
Attention!
We have currently conducted tests with cable manufacturers Bitner, Dätwyler, Elkond, Elpar, Erse, Eupen, NKT, Prakab, Studer, Technokabel and TELE-FONIKA Kable, VLG
E-30, E-60, E-90 maintenance system
Nowadays, great emphasis is placed on the safety of people in public buildings. Therefore, the reliability of safety systems is crucial. In order to meet safety requirements in this area, BAKS conducted tests on various types of ladders and cable trays in accordance with DIN 4102 Part 12.
The basic assumption of the DIN 4102:12 standard is to practically test cables and their mounting system, known as “cable assemblies,” to ensure that they will deliver signals and electrical power to receivers at the required temperature and for the specified duration. To this end, a test of the cable route system, including the cables, must be conducted to ensure that electrical receivers will have an uninterrupted power supply in the event of a fire.
Maintaining the operation of an electrical installation is understood as the continuous supply of electricity to a building during a fire. However, this does not apply to the entire electrical network within the building, but only to specific circuits essential for the safety of people inside buildings. Typical examples include emergency lighting circuits, voice alarm systems (VAS), and ventilation systems in hotels, hospitals, and public buildings. This standard applies to voltages up to 1 kV and applies to building interiors. Maintaining the function is generally classified into two groups: E30 and E90. Although the DIN standard also includes group E60, it is rarely used.
E-30
E-30 indicates that the building’s equipment will remain operational for at least 30 minutes. This standard applies to fire alarm systems, fire alarms, and emergency lighting in buildings with sprinkler systems.
E-60
E-60 means that at least 60 minutes of maintenance of the proper functioning of building equipment is required. It is intended for ventilation systems in stairwells and emergency exits, elevator shafts, fire extinguishing water pressure boosting systems, and smoke and exhaust ventilation systems.
E-90
E-90 means that at least 90 minutes of maintenance of the proper functioning of building equipment is required. This standard applies to ventilation systems for stairwells and emergency exits, elevator shafts, fire extinguishing water pressure boosting systems, and smoke and exhaust ventilation systems.
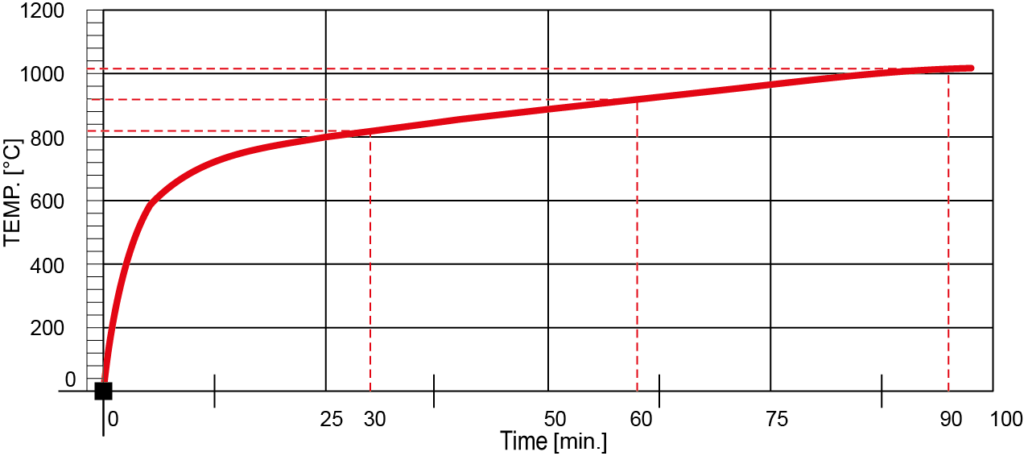
BAKS conducted multiple tests at accredited testing facilities in Germany and Slovakia. These tests were performed on aerated concrete and C20/C25 concrete ceilings. The basis for testing, conducted according to DIN 4102:12, is the installation of the test products in a furnace, consistent with practice. The test is performed according to an internationally agreed temperature-time curve.
Cable support systems offered by BAKS meet the requirements of DIN 4102, Part 12. For example, cable ladders can be suspended from the ceiling, cable trays mounted on the wall, and fire-resistant cables can be mounted horizontally from the ceiling or vertically attached to walls using individual clamps or ladders. Various design options are available for all systems, allowing installers to select the right system for most construction situations.
BAKS issues a Certificate of Conformity after checking the completed electrical installation
E-90 testing of cable assemblies in accordance with DIN4102-12.
Sample photos from selected tests of BAKS cable assemblies with fire resistance E-30, E-60, E-90 with various cable manufacturers, carried out in accredited institutes: DMT Dortmund, Fires Batizovce and MPA Braunschweig, MPA Erwitte.
Guarantee
Przeczytaj informacje na temat użytkowania produktów BAKS oraz warunków ich przechowywania.
I. General provisions of the warranty
- BAKS, hereinafter referred to as the Manufacturer, guarantees the Buyer that the product is free from physical and legal defects.
- The products sold by the Manufacturer are its property, are free from any third party rights and there are no legal restrictions on their use and disposal, in particular they are not subject to any enforcement, security or court proceedings and are not subject to any security.
- A physical defect is considered to be a defect in the material and/or workmanship of the product, which causes the functionality of the product to be inconsistent with the Manufacturer’s specifications.
- The warranty covers in particular the mechanical strength of the products and their resistance to corrosion in accordance with their intended use and the properties of the material and anti-corrosion coating used.
- The warranty covers damage and defects resulting from reasons solely attributable to the manufacturer, such as: cracking, bending of the structure, peeling of the protective coating.
- The Buyer is considered to be the entity that purchased the product directly from the Manufacturer.
- The Manufacturer undertakes to remedy any defects in material and workmanship discovered during the warranty period, free of charge, in accordance with the terms set forth in this document, by repairing or replacing the product with a defect-free product. The Manufacturer will determine the method of remedying the defect.
- The warranty period is 12 months from the date of sale. In justified cases, the warranty period may be extended at the Buyer’s request after detailed consultation with the Manufacturer regarding the storage and operating conditions of the products. Any extension of the warranty period must be confirmed in writing, under penalty of nullity. The Manufacturer’s liability under the warranty is excluded.
- The warranty is valid provided that the product is used in accordance with its intended purpose, the Manufacturer’s specifications, technical and environmental conditions.
- Under this warranty, neither the Buyer nor any third party is entitled to any claim for compensation from the Manufacturer for any damages resulting from product defects. The Manufacturer’s sole obligation under this warranty is to repair or replace the Product with a defect-free one, in accordance with the terms of this warranty.
- The Manufacturer is liable to the Buyer only for physical defects resulting from causes inherent in the sold product.
- The manufacturer reserves the right to meet the following conditions for the validity of the warranty during transport, installation, operation and maintenance of the products:
Transport
Products should be transported in dry, covered means of transport, ensuring that the load is protected against shifting, mechanical damage, and weather conditions. Load units should be placed tightly next to each other on the means of transport and secured against mutual shifting. Loads should be secured with transport straps in a way that prevents damage to the components.
Product storage
Components should be stored in dry, clean, ventilated areas, free from chemically active vapors and gases. Products should not be allowed to become wet or damp. If components become wet, immediately unpack the affected packaging, spread the components out until they dry, and then reassemble them in a dry, well-ventilated area protected from harmful factors. Products must be stored on pallets, containers, or specially designed bases (they should not be placed directly on concrete or the ground).
Storage in inappropriate (damp) conditions can lead to moisture condensation between the product surfaces. Moisture on galvanized components (Sendzimir galvanizing, Magnelis coating or equivalent, flake galvanizing, or hot-dip galvanizing) can result in white corrosion (white-gray spots), which does not affect the quality of the coating and is not grounds for complaint. Delivered products may be protected with a protective film, which should be removed immediately upon receipt. Leaving protective films on products during storage at high ambient temperatures and in high sunlight can cause the film to fuse with the packaged components. This reaction will result in the film being impossible to remove without damaging the product surface. During storage and assembly, the coatings must be protected from contact with lime, cement, and other alkaline or acidic substances. Transport, storage and assembly of products must take place in an environment with an appropriate corrosion aggressiveness category for the ordered products based on the PN EN ISO 12944:2001 standard (more information in the table below).
If these recommendations are not followed, any complaints will not be accepted!
Store products in covered, dry rooms. Do not allow them to get wet!
Installation
Proper product selection and installation are essential for proper product operation. Installation should be performed in accordance with the manufacturer’s instructions and/or recommendations.
Protection and preservation of zinc-coated elements (e.g. Sendzimir galvanization, Magnelis coating or equivalent, zinc flake coating, hot-dip galvanization)
The most common cause of zinc coating defects is improper handling of the product during storage and assembly:
- – products in storage condition (i.e. in original BAKS packaging) should be stored in dry and airy rooms;
- – during storage, protect against changes in air humidity and temperature, which may cause condensation;
- – If products must be stored outdoors for a short period of time, ensure moisture is removed. A cover should be used to ensure ventilation;
- – If galvanized elements become wet, a phenomenon called white corrosion may occur. This does not reduce the protective layer or impair the coating’s anti-corrosion properties, but it does impair the appearance and aesthetics of the elements. However, over time, if the elements are not dried, the zinc coating completely degrades, leading to corrosion. If galvanized elements become wet and white corrosion occurs, proceed as follows:
-
- – immediately unpack from the foil,
- – arrange so that individual elements do not have direct contact with each other (e.g. by interleaving the layers with narrow galvanized steel, plastic or aluminum profiles),
- – if there are solid contaminants (earth, wet cardboard packaging, etc.), wash with running water,
- – dry them to prevent moisture from accumulating on them or leave them in an open, dry, ventilated space to dry,
- – store in a dry place.
- – Cutting and drilling edges created during installation should be thoroughly deburred, degreased, and any contaminants (dust, oil, grease, corrosion) removed. Repairs should be made by painting with a zinc-rich primer, zinc paste, or a technically equivalent material. The paint coat thickness should be at least 30 μm thicker than the required local zinc coating thickness.
Protection and maintenance of painted elements
The most common causes of paintwork defects are mechanical damage (scratches, chips) and cleaning with inappropriate chemicals. Therefore, it is important to follow the rules described below:
- – during installation, avoid scratching or chipping the paintwork;
- – when cutting elements to the appropriate size, use protective tapes (e.g. painter’s tape);
- – washing should be carried out at least twice a year;
- – for washing, use delicate, non-scratch fabrics and clean water with an appropriate, proven detergent;
- – the coating must not be washed with a steam jet or high-pressure water;
- – If you are using cleaning agents other than pure water, test the effectiveness of the cleaning agent before cleaning the surface. If undesirable effects occur, discontinue use of the tested agent.
- – do not use highly acidic or highly alkaline cleaning agents (including those containing detergents).
- – do not use salt or chemicals to remove ice near painted elements
Protection and maintenance of elements coated with Magnelis or equivalent according to PN-EN 10346:2015-09
- – The structure will be stored, assembled and operated in an environment with the corrosion aggressiveness category specified in the table below for a given warranty period and a given zinc coating previously agreed with the manufacturer,
- – During the storage period prior to assembly, structural elements will be stored on pads to prevent contact with the ground, precipitation, and any contaminants from accumulating on them. Factory-packaged structural elements must not be exposed to moisture. If the package becomes damp, the elements should be unpacked and laid out to dry completely.
- – Elements damaged during assembly must be replaced with new, defect-free ones at the buyer’s expense,
- – After completing the assembly of the structure, the buyer, at their own expense, will thoroughly inspect the protective coatings and perform full maintenance by cleaning the galvanized surfaces with neutral chemicals to remove any remaining dirt (chemical residue, grease, oil, and other contaminants that may damage the anti-corrosion coatings). After cleaning the structure, if localized corrosion is detected, the buyer is obligated to photographically document the detected areas and send the documentation to the manufacturer to determine the potential impact of the phenomenon on the product. The buyer is obligated to submit a report to the manufacturer within six months of purchase and immediately after completion of the assembly, under penalty of voiding the warranty. Products made of material coated with Magnelis or an equivalent coating may develop a thin, superficial layer of red corrosion on the edges of the material or the edges of openings during the initial phase of use. Over time, the coating will self-heal where the tarnish appears. This means that oxides of substances contained in the alloy of the Magnelis coating or equivalent will form, creating a tight protective and anti-corrosion layer that isolates the steel from the elements. Detailed information regarding the Magnelis coating or equivalent is available upon request.
Protection and maintenance of elements made of stainless steel and aluminum sheets
The processing method and the appropriate selection of material grade for the prevailing atmospheric conditions are crucial factors that influence surface quality during use. The corrosion resistance of stainless steel can be maintained by periodic surface cleaning and further improved through chemical surface treatment processes – passivation. The most common causes of corrosion are:
- – contamination of the surface by particles of iron, black steel (chippings during cutting with a grinder, grinding, welding) – scratches that occur at the point of friction with a sharp element made of soft steel,
- – improper storage, warehousing and transport,
- – inappropriate selection of the type of material or protective coating of the product for the atmospheric environment in which it is used.
Storage of galvanized, zinc-plated and varnished products, made of stainless steel, aluminum, Magnelis-coated or equivalent
Superficial dark discoloration that appears locally on stainless steel or aluminum products does not affect the quality or functionality of the product and is therefore not subject to complaint. During the machining of stainless steel or aluminum, the passive layer of the component is affected, causing minor damage to the tension surface of the passive coating. Upon contact with oxygen, discoloring substances precipitate at these minor surface damages. This process does not penetrate the material, leaving the underlying structure intact. Such symptoms can occur under any conditions, including during transport, storage, warehousing, and use (particularly in humid conditions, the discoloration process on the material’s surface is accelerated). Damage to the passive coating most often occurs during product assembly (e.g., through impacts, abrasions, scratches) or as a result of using inappropriate tools and abrasive materials. During assembly work, strongly adherent deposits and blooms can form on products, contributing to stains, discoloration, or dulling. These deposits are harmless to the product and can usually be cleaned. Stainless steel is characterized by the fact that it does not require additional anti-corrosion protection after processing. However, maintenance and cleaning are required during the life of the material to maintain its aesthetic appearance over time. The frequency of cleaning and maintenance depends on the conditions of use and the degree of wear and tear. If dirt appears on the products, the coating should be cleaned and protected.
Methods of cleaning and maintaining stainless steel and aluminum
The processing method and the proper selection of the material type for the prevailing weather conditions are extremely important factors that influence the surface quality during the operating process.
- – superficial discoloration and dust occurring during use of the products can be removed using, for example, a cloth, suede leather or a sponge;
- – Do not use steel pads or wire brushes to scrub products. They can leave small particles of soft steel that settle on the surface of stainless steel or aluminum, which will result in discoloration or, in the event of deeper contact, even corrosion of the material;
- – miejscowe przebarwienia występujące z odcisków palców, kurzu lub deszczu można w łatwy i szybki sposób pozbyć się przecierając produkt;
- – local discoloration resulting from fingerprints, dust or rain can be easily and quickly removed by wiping the product;
- – If iron particles appear on components due to construction work (e.g., chipping from grinding, welding, or scratches from a sharp soft steel element), they should be removed immediately. These particles will be susceptible to corrosion, which will damage the passive layer of the stainless steel component and may lead to corrosion of the material. Deposits containing iron particles should be removed mechanically or with dedicated chemical agents;
- – Exercise extreme caution during assembly (it’s best to install stainless steel products in the final stage of the project). In the event of deeper damage and the appearance of corrosion pits, it’s necessary to etch the area with acid and protect it with a passivating agent. Please note that the etching process may cause irreversible damage to the aesthetic appearance of the product;
- – after cleaning, it is recommended to additionally polish the surface with a dry, soft cloth;
- – cleaning agents containing chlorides should not be used and the use of silver cleaning agents is prohibited.
The frequency of cleaning and maintenance depends on the environment, degree of soiling, and operating conditions. Stainless steel products should be cleaned at least once every 12 months for light soiling, or every six months for heavy soiling.
Steps of procedure and maintenance in case of corrosion signs:
- – Mechanical cleaning. Clean areas of surface corrosion with an abrasive cloth and wipe with a dry, clean cloth;
- – Dry cleaning. Apply a thin and even layer of the appropriate chemical to the cleaned surfaces, for example, using a brush. After approximately 5 minutes (the time depends on the type of chemical used), wash off the chemical with a damp cloth. The cloth should be regularly rinsed in clean water or replaced with a clean one. Be especially careful not to splash any other items near the items being cleaned. Then, wipe the damp surface dry using, for example, a soft fabric or paper towel.
Passivation. Cleaned, dry surfaces should be preserved with a passivating agent using a sponge or spray to create a thin, even protective layer. This procedure should be performed manually, without the use of power tools. If there are other elements underneath the items being cleaned and there is a risk of splashing, they should be covered, for example, with thick paint foil. When cleaning stainless steel, do not use mortar removers or substances containing hydrochloric acid, bleach, or silver polishing agents.
Loss of warranty – applies to all BAKS products (including those made with Sendzimir galvanization, Magnelis coating or equivalent, flake galvanization, hot-dip galvanization, stainless/acid-resistant steel, aluminum, painted products and others)
- The warranty is void in the event of:
- – mechanical damage and resulting defects, in particular damage to protective coatings occurring during transport, storage, assembly, operation and maintenance;
- – damage resulting from installation and/or operation of the products in conditions or in a manner inconsistent with the Manufacturer’s specifications (exceeding permissible loads, damage caused by environmental conditions, etc.);
- – damage to products due to improper storage (mechanical damage, discoloration, stains, white corrosion);
- – damage caused by the use of salt and chemicals to remove ice near stored or installed products;
- – damage resulting from structural changes or use of products contrary to their intended purpose;
- – damage resulting from the installation of products on concrete surfaces before the concrete has set, i.e. before 100% concrete strength has been achieved and the emission of chemical emissions has ceased (installation on so-called fresh concrete);
- – damage caused during transport using means of transport external to the Manufacturer;
- – products in the event of failure to comply with the obligation to carry out periodic maintenance inspections, if required;
- – innych uszkodzeń powstałych z niewłaściwego użytkowania produktów;
- – damage resulting from random events (fire, flooding, destruction caused by terrorist and war activities, etc.);
- – products in the event of arrears of payment for the product exceeding 90 days from the invoice due date.
- The warranty does not cover normal operating activities, such as cleaning and maintenance.
- Products installed at their intended location should undergo periodic maintenance inspections at intervals no longer than 12 months. This involves removing contaminants (chemical residues, grease and oil residues, and any other contaminants that could damage the anti-corrosion coating) and replenishing any coating defects. After completing the maintenance, a report with full photographic documentation illustrating the condition of the installation before and after the work must be sent to the manufacturer within 30 days of the inspection, otherwise the warranty will be void. The report should indicate the products covered by the warranty, the buyer’s details, the proof of purchase number, and the location where the products were installed. The report should be sent to: baks@baks.com.de. Areas omitted from the report, where corrosion occurs, cannot be subject to warranty claims.
- The cable route MUST NOT be used as a communication/transport route, it must not be walked on or objects placed on it, e.g. during installation work, inspections, etc. Damage resulting from improper use is not covered by the warranty.
III. Warranty implementation
- Defects discovered during the warranty period will be removed free of charge by BAKS, as soon as possible after the complaint is submitted.
- Defects or damage to the product discovered during the warranty period should be reported to the Manufacturer immediately, but no later than 7 days from the date of their discovery.
- Only complete products that are suitable for verification, free from defects and damage resulting from circumstances beyond the Manufacturer’s control are subject to warranty procedure.
- The basis for accepting a complaint for consideration is a notification (written or e-mail/fax) containing:
- providing the name of the product, catalogue number, date of purchase, delivery note number and proof of purchase,
- A detailed description of the product defect and the circumstances under which the defect was detected, along with additional information regarding how the product defect occurred. Please also include photos of the defective product and the environment in which it was stored and installed.
- Once warranty claims are accepted, the manufacturer decides how they will be fulfilled.
- The manufacturer reserves the right to carry out an on-site inspection of the place where the complained product is installed.
- The Manufacturer reserves the right to suspend the warranty procedure if the Buyer is in arrears with payments for invoices that are overdue for more than 14 days.
- In the event of unjustified warranty claims, BAKS reserves the right to charge the claimant with the costs of handling the claim, in particular the costs of inspection (travel costs, staff costs, etc.), costs of expertise, etc.
Note: BAKS reserves the right to make changes to the warranty terms, as well as to the technical and design data contained in the catalog, if deemed necessary to improve the durability and functionality of the product. The catalog is intended to present basic technical information about the standard products manufactured by the company.